
核心技术TECHNOLOGY
7系铝合金加工和焊接技术
铝合金是高速船的主要结构材料,铝合金可以设计出更合理的结构形式,减轻重量,提高结构强度。我公司自主研发的轻型自行门桥等产品均采用了7系高强度铝合金,因此造船工艺迎来了重大的转换期,选用合适的焊接方法和焊接工艺,有效控制铝合金焊接变形及焊接接头强度,公司工法科还为此研制了焊接氩气保护装置和焊接环境风向控制箱等科技含量很高的工装。我们在接头设计、焊接工艺参数等方面进行了大量的焊接试验。经过一代一代的努力,积累丰富的数据和经验,外观成型和理化试验后机械性均符合标准,已编制出准确的7系高强度铝合金PWPS,形成正式的焊接试验报告(WPQR),并制定出具体的现场焊接工艺,将形成工艺标准。
-
 先进的新焊接设备(沙福焊机)
先进的新焊接设备(沙福焊机) -
 7系铝合金理化试验数据
7系铝合金理化试验数据 -
 高强度铝合金施工现场
高强度铝合金施工现场
振动噪声控制技术
振动噪声控制是一项复杂的系统工程,专业领域涉及到振动学、声学、机电工程、结构工程、流体力学、功能材料应用、安装调试工程等学科和工程,是民用高技术船舶建造的核心技术之一,芜湖造船厂依托产学研和六十余年船舶振动噪声控制经验,打造了一支研发设计能力强、工程应用经验丰富的全方位、多层次技术团队,建立了船舶设计开发、建造、验证等全流程的振动噪声控制技术体系,能系统、高效解决各类民用船舶振动噪声难题。
其中,公司建造的70M潜水支持船为安徽首创、国内先进,船舶运营静音性能受到新加坡用户的高度评价。
特种设备安装调试技术
特种设备是各类高技术特种船舶的功能系统,均为新研大型精密设备,对应用环境、加工精度、安装精度、调试能力和工程管理能力有严格的要求。公司近年来先后承建了出口德国的多用途重吊船、出口新加坡和欧洲的各类海洋工程船,掌握了大型甲板机械和海洋探索作业系统和设备的安装调试技术。
电磁兼容技术
电子化、信息化是舰船和装备现代化的标志和发展趋势,但数千套电气、电子设备在船舶狭小空间内工作时均会产生电磁辐射,电磁波通过导线和空间传导,对舰船电气、电子设备、仪器仪表的正常使用产生干扰,轻则影响设备功能的正常发挥,重则造成设备损坏,强电磁场的辐射还将危及舰员及装备的安全。因此电磁兼容控制是舰船设计建造过程中的重要工程,需在系统研制设计、生产、使用与维护的各阶段给予充分的考虑,确保舰船上各电子信息设备相互兼容,功能指标正常发挥,且不会危害人员和装备的安全。
芜湖造船厂通过技术攻关和应用实践,掌握了电磁兼容设计分析、电磁屏蔽及接地应用、电磁兼容测试等各核心环节控制技术。

精度造船技术
精度造船技术是现代化造船的核心技术之一,公司经过多年的探索研究,形成了一套以Tribon M3 软件为设计保障、以先进设备为硬件保障、以成熟人才为软件保障、以高精度全站仪为主要测量保障、以三铭和海徕精控软件为主要数据分析保障的精控体系,并优化重组了一个高效的精控团队,实施全流程精控管理。极大提升了公司分段制作、总组及搭载的精度水平和建造品质,有效提升了建造效率、降缩短了建造周期。
公司开展的“船体预搭载研发”、“分段三维总组定位研发”和“船台快速搭载”等精度造船科研项目均通过政府验收,精控技术国内先进。公司依托这些经验和成果,形成了具有芜船特色的精度造船体系和标准,公司近年来承建的多型产品因建造精度和质量优越,取得了安徽省高新技术产品称号。


薄板制造技术
公司在薄板制造方面拥有悠久的历史,曾享有中国薄板制造基地的美誉,公司经过多年的专研和探索,掌握了从薄板预处理、薄板下料、加工、装配、焊接,到整体变形矫正等一整套制造技术,并成功地运用在各型民用产品中,某型汽艇产品曾获国家科技进步二等奖。

特种材料焊接技术
公司拥有一座171000X18000特种材料加工车间,建设有计量、探伤、理化等先进实验室,拥有高级别的研发和设计队伍,在加工制造领域,焊接技师人才济济,能加工不锈钢、双相不锈钢、钛合金、高强度钢和铜镍合金等特种材料。
-
 907A高强度焊接工艺(广泛用于国防)
907A高强度焊接工艺(广泛用于国防) -
 钛合金焊接技术
钛合金焊接技术 -
 铝合金焊接试验
铝合金焊接试验
-
 铜镍合金管焊接技术
铜镍合金管焊接技术 -
 双相不锈钢分段加工现场
双相不锈钢分段加工现场
薄板成型加工技术
公司在薄板加工方便取得了不小的成就,在成型加工和焊接变形控制方便始终处于行业先进水平,为国防工业作出了贡献,薄板片体拼板装焊、九芯辊床矫正技术,焊接反变形技术等形成一套完整的加工工艺。
-
 九芯辊床现场矫正工艺
九芯辊床现场矫正工艺 -
 薄板片体装配吸磁铁卡码应用
薄板片体装配吸磁铁卡码应用
超薄镍铜、铝合金和冷却水套高精度管加工技术
公司拥有数台高精度弯管机,设计有不锈钢、高硬度聚四氟乙烯模具,有专门高端设计、工艺和技师队伍,在加工超薄黄铜、镍铜和钛合金管方面拥有一整套弯管制造工艺。
-
 超薄的不锈钢自然冷弯管
超薄的不锈钢自然冷弯管 -
 超薄铝合金弯管技术
超薄铝合金弯管技术
三维船舶设计
采用先进软件TRIBON M3三维船舶设计。运用三维船舶设计软件TRIBON M3进行船体设计和全船综合布置、协调、平衡后,按阶段(预埋、预装、总段、区域)进行合理划分,输出相关的生产设计图纸,以满足生产建造需要。
先进的减振降噪技术
公司通过攻关和钻研已掌握减振降噪控制技术,形成整套减振降噪的实施指导文件和流程。从而保证舰船的噪声指标可控。其主要技术要点:1. 运用三维建模加密型值点,使船体线型更加光顺,阻力更小;2. 进行振动噪声分析,改善应力集中点结构强度;3. 指导设备安装和管路布置进行降噪设计;4.通过内装改善及重点部位敷设阻尼材料等进一点达到降噪效果;5.编制减振降噪指导工艺;6.实施现场精细化减振降噪管理机制。
-
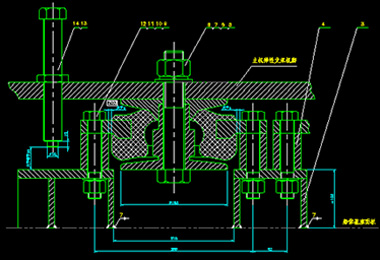 减震装置原理图
减震装置原理图 -
 主机隔振
主机隔振 -
 舱室隔音材料应用
舱室隔音材料应用
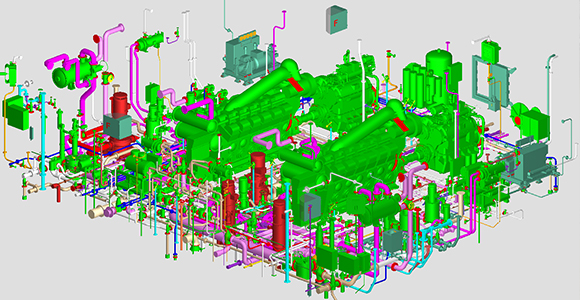
先进的长轴系多桨推进系统精度安装调试技术
通过技术研究,首先采用尾轴管轴承内场预压入方案,并利用精度控制技术,工序前移,确保安装精度;其次通过轴系照光和专用工装研发,尾管整体吊运船台,根据环氧浇铸或高效镗孔方案,有效控制安装精度、缩短船台安装周期;最后采用合理的轴系校中方法和调试程序,全面掌握轴系安装及系统调试技术。
工艺文件2份:《尾倾式长轴系船台部分安装原则工艺》、《尾倾式长轴系水下部分安装原则工艺》;专利2项:“一种船舶螺旋桨起吊装置_ZL201420211186.0”、
“一种船舶镗孔装置轴体定位装置_ZL201620382705.9” 发表论文1篇:《海工船长轴系合理校中工艺研究》(《机电设备》期刊第34卷第279期)。
-
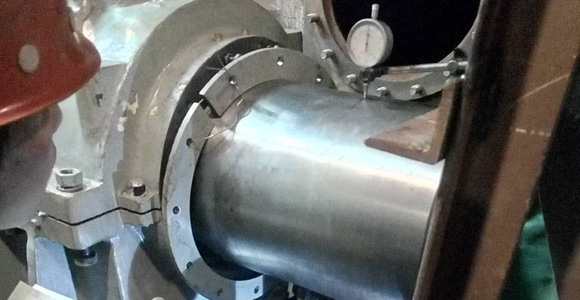 轴承负荷顶举测量
轴承负荷顶举测量 -
 6500HP长轴系安装
6500HP长轴系安装
金属材料防腐技术
涂装建造能力。涂装内场设备、厂房技术参数及能力:喷砂能力: 钢板表面处理等级达到Sa2.5级,粗糙度介于30~75um分段典型尺寸15M×12M×5M,异型分段15M×12M×11M。喷砂平均日处理量: 4000m2(一喷四涂)、喷漆最大日处理量:5000m2(一喷四涂)、年处理能力:120万m2 (一喷四涂)。涂装外场高空作业车、真空吸砂机、四季型除湿机配备,满足本项目全天候涂装施工。满足环保要求,执行《大气污染物排放》(GB16297-1996)标准 。 拥有成熟的金属材料反腐工艺能力和先进的检测仪器,在酸洗磷化、钝化和镀锌方面积累了丰富的实践经验,尤其在牺牲阳极、电化学防腐科技领域也取得成绩。
-
 艏部分段防腐油漆
艏部分段防腐油漆 -
 防腐锌块
防腐锌块


为确保你个人数据的安全,我们向芜湖造船厂员工传达了公司的隐私和安全准则,并在公司内部严格执行隐私保护措施。我们设立了个人信息保护专职部门,将按照本政策保护你的个人信息。如你有关于网络信息安全的投诉和举报,或你对本政策、我们的隐私保护措施、你的信息的相关事宜有任何问题、意见或建议,请通过以下电话与我们的客服部门进行联系:
联系电话:【0553-3935161】
本网站的信息(订阅信息包括在内)仅供您的参考,不构成本公司对网站访问者和信息接收者的任何承诺。网站访问者和信息接收者不应将本网站信息作为其作为或不作为的行为依据。为了便利访问者的目的而可能设置的链接,并不意味着本公司与该链接网站存在任何合作关系,也不意味着对访问该等网站任何明示、默示的担保或责任。
本公司一直以来尊重并致力于对知识产权的保护,本网站所包含文字、图片等全部信息可能涉及版权或其它民事权利问题,请勿擅自转载或者使用,本网站并未对使用该等信息进行任何形式的许可和保证,由此产生的任何法律责任,与本公司无关;本网站所包含文字、图片等全部信息亦仅用于介绍本公司和促进了解的目的,如您认为相关内容涉及您的自有知识产权,请按下列方式与我们联系,接到您的通知并核实有关情况属实后,网站会第一时间删除相关内容。关于本网站,您如有何等问题,请与芜湖造船厂有限公司联系。
联系电话:0553-3935161